

Laser beam welding is a welding technique used to join pieces of metal or thermoplastics through the use of a laser. The technique of laser welding is considered a high […]
Latest Trend in Additive Manufacturing

3D printing or additive manufacturing is a process of making 3 dimensional solid objects from a digital file/model, typically by laying down many consecutive thin layers of a material. Introducing […]
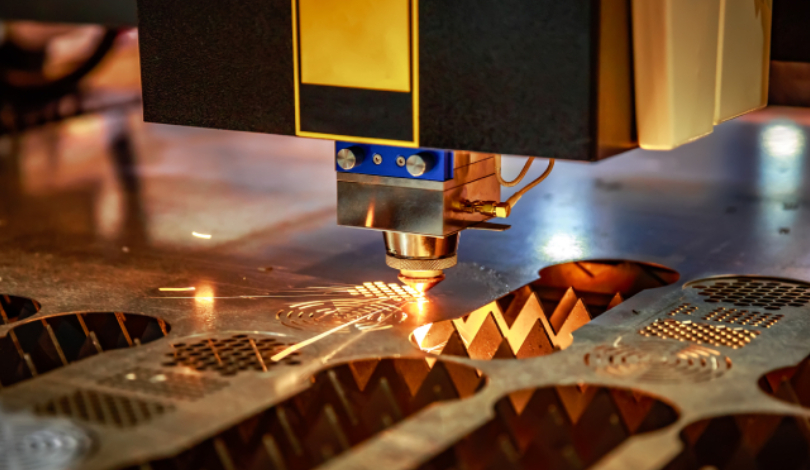
Laser welding: An innovative tool for lean welding

Laser welding is increasingly becoming an important manufacturing technology for a number of production processes. Laser welding is a process that joins thermoplastics and metals together, utilising a laser beam […]
The working of laser welding: An important welding type

Comprehending the process of laser welding can be intense and at times confusing, especially if there is a recent acclimation to this important application of welding. Laser welding is increasingly […]
Effects of process parameters on laser weld quality

Prior to using a laser welding machine, it is important to verify a number of important parameters. Here are some important steps to ensure that the welding operations turn out […]
Laser cleaning: A holy grail for industrial cleaning applications

Laser cleaning is an environment-friendly process altogether. It can be utilized to effectively remove contaminants from the surface of metals. Given its accuracy and efficacy, it is being increasingly used […]
Comparing laser engraving machines: CO2 lasers Vs Fiber lasers
Laser engraving is a process that facilitates the vaporization of materials into fumes in order to engrave deep and permanent marks. The laser beam here acts like a chisel, engraving […]